Как и из чего сделать сварочный стол для сварки
Для изготовления простого сварочного стола понадобятся такие материалы с инструментами:
- Листовая сталь. Её толщина для столешницы должна быть не менее 5 мм;
- Профильная труба или металлический уголок для изготовления каркаса сварочного стола. Вы можете по хорошей цене купить сварочный стол. Также из данного материала изготавливаются «косынки», которые служат для общего усиления стоек;
- Из инструментов потребуется сварочный аппарат и болгарка с отрезным кругом по металлу. Также нужна будет строительная рулетка и угольник, чтобы собрать всю конструкцию максимально ровно.
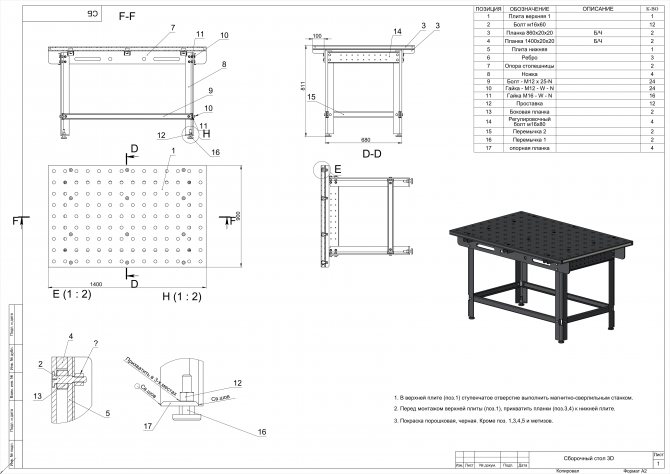
В первую очередь нужно определиться с размерами сварочного стола. Для наглядности ниже представлен чертёж со всеми необходимыми размерами.
На следующем этапе заготавливается материал, а также происходит его раскрой согласно чертежу сварочного стола. В первую очередь из листа металла вырезается столешница, по краям которой привариваются куски профильной трубы или металлический уголок.
Далее вся конструкция устанавливается на предварительно сваренный каркас, который также собирается из металлических профилей. От края столешницы профильная труба должна быть приварена с отступом в несколько сантиметров.
На заключительном этапе сборки, конструкция усиливается поясом жесткости и косынками. Также, многие дорабатываются сварочные столы самостоятельно, оборудуя их полками для инструментов.
Чтобы сварочный стол не ржавел, после его изготовления, металл следует прогрунтовать и окрасить. Окрашиванию подлежат абсолютно все металлические поверхности, кроме верха столешницы. В процессе эксплуатации она будет подвергаться воздействию высоких температур, и краска просто выгорит со временем.
Сварочный стол своими руками
 Перед тем как самостоятельно начинать собирать стол сварщика, стоит подготовить для этого рабочее место. Устанавливается вытяжной вентилятор, подводится воздухопровод и оборудуется защитный контур заземления. Специалисты утверждают, что изготовить стол для сварочных работ своими руками довольно просто. Это не потребует большой траты денежных средств и сил.
Перед тем как самостоятельно начинать собирать стол сварщика, стоит подготовить для этого рабочее место. Устанавливается вытяжной вентилятор, подводится воздухопровод и оборудуется защитный контур заземления. Специалисты утверждают, что изготовить стол для сварочных работ своими руками довольно просто. Это не потребует большой траты денежных средств и сил.
Некоторые умельцы советуют при изготовлении стола из металла для подставки под рабочую поверхность использовать многослойную фанеру или ее аналоги. Однако это сильно усложнит подвод массы к изделию. Инструментальной плитой могут служить старые столешницы от УСП, имеющие систему специальных пазов. С обратной стороны стоит предусмотреть монтаж обрешетки, которая будет необходима при работе с длинными и пространственными деталями.
Все применяемые материалы нужно тщательно очистить от ржавчины и точно подогнать их под необходимые размеры, а фаски сделать при помощи фрезерного станка. Далее будет рассмотрен сборочный процесс стола из металла.
- Сначала нужно сварить станину для инструментальной головки. При этом необходимо внимательно следить за плоскостью всех поверхностей по вертикали и горизонтали. Максимальное отклонение не должно быть больше 1 мм. При проведении работ стоит предусмотреть дополнительные ребра жесткости из профиля, а сварные швы нужно очистить от образовавшихся шлаков.
- Далее на опоры самодельного электросварочного столика ставится рама. Чтобы усилить ее углы, применяют специальные накладки из металлической полосы. Стыковка подложки с инструментальной плитой выполняется с помощью крепежных материалов, а швы от сварки обрабатываются специализированным антикоррозийным средством.
В конце работы необходимо установить разные дополнительные приспособления. К примеру, это могут быть небольшие колеса с тормозами, держатель для сварочной горелки или стеллажи для различного инструмента.
Чертежи с размерами для сварочных столов
Рассмотрим несколько моделей, которые отличаются сложностью, компоновкой и используемыми материалами.
Простейший стол для сварочных работ
Эта модель не отличается солидными размерами или большой нагрузочной способностью, но для сварки некрупных деталей, которые требуют крепления в тисках или с помощью струбцин, подходит очень неплохо.
Основа конструкции – уголок 60х60х670 мм, из которого выполнены ножки. Обвязка, в применении к обычному столу именуемая царгой, изготовлена из полосы толщиной 20 мм и шириной 100 мм. Длина двух фрагментов (по длинной стороне) – 1000 мм, двух других (по короткой стороне) – 620 мм. Полосы приварены к уголку снаружи, причем верхний край полосы выше верхнего края уголка на 20 мм.
Внутрь жесткой рамы (ножки плюс обвязка) уложены и приварены полосы металла толщиной 20 мм, шириной 100…150 мм (не критично) и длиной 580 мм. При желании для усиления рамы можно приварить поперечины по длинным и коротким сторонам стола внизу, на высоте 200…300 мм. Если сделать их из уголка, на них можно будет опереть полку.
Столешница набирается из профильной трубы или полос металла с толщиной 30 мм. Если используется труба, желательно заварить ее торцы пластинами. На схеме не показаны зазоры между полосами, но на практике желательно оставлять промежутки 20…30 мм, чтобы можно было крепить детали к столу в любом месте струбцинами.
Мобильный сварочный столик на колесах
Компактная квадратная модель с дополнительной полкой особенно удобна, если сварочные работы надо выполнять, перемещаясь в пределах помещения или по участку. Стол предназначен для работы стоя, поэтому высота столешницы больше, чем это обычно принято.
Нагрузочная способность в данном случае даже меньше, чем у предыдущей модели, поскольку для столешницы использован лист толщиной всего 3 мм, такую же толщину имеет уголок ножек.
Обратите внимание: при сборке необходимо разместить уголок ножек ВНУТРИ обвязки из уголка, это стабилизирует конструкцию и делает ее более аккуратной. Для перемещения столика используются стандартные поворотные колесики без стопора (можно использовать мебельные, но только металлические)
Для перемещения столика используются стандартные поворотные колесики без стопора (можно использовать мебельные, но только металлические).
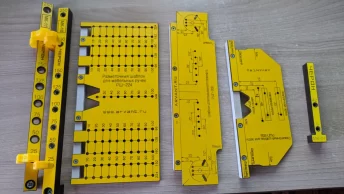
Сварочный стол на регулируемых опорах с перфорированной столешницей
Эту модель можно назвать сборочно-сварочным столом, поскольку перфорация столешницы позволяет закрепить на его поверхности множество различных приспособлений, облегчающих монтаж. Такое изделие применимо также для столярных работ, гибки дерева или металла по шаблону, ремонта и так далее.
Модификация модели с немного другими размерами
Опорой для металлической перфорированной столешницы, имеющей толщину 3 мм и более и шаг отверстий по сетке хотя бы 100х100 мм. Диаметр отверстий – 10…25 мм, в зависимости от способа креплений деталей и размера используемых приспособлений (струбцин). В перфорированном листе выполняются пазы шириной 10 мм для установки усиливающих пластин с тыльной стороны и крепления бортиков.
Для этой модели используются стандартные регулируемые ножки, способные выдержать требуемую нагрузку. При выборе мебельных регулируемых ножек необходимо убедиться в достаточном шаге резьбы на регулирующей опоре и прочности изделия в целом.
Примеры использования стола для сварочных работ с перфорированной столешницей
Раскладной сварочный стол с дополнительными деталями
Если предыдущие модели было несложно сделать самостоятельно, эта конструкция потребует хороших навыков сварщика и монтажника, зато и удобства в процессе работы обеспечит гораздо больше, чем стандартные столы для сварки.
Основная часть изделия практически не отличается от представленного первым варианта. Здесь также использованы массивные стойки и обвязка из профилированной трубы, но внизу добавлена нижняя обвязка, служащая опорой для полки. А вот боковые элементы интереснее.
С помощью петель к передней и задней кромке столешницы крепятся откидные детали, собранные из трубы с гораздо большим промежутком между элементами, чем в основной столешнице. В рабочем (поднятом) положении эти панели удерживаются П-образными подставками, закрепленными на стойках стола с помощью вращающейся оси.
Вынесенная справа дополнительная полка, усиленная раскосами, имеет колесики усиленной конструкции. С их помощью стол можно транспортировать, приподняв противоположный край.
Как изготовить такую конструкцию, можно посмотреть на видео.
Виды и чертежи
В зависимости от конструкции все сварочные столы, предназначенные для частных мастерских, делят на две разновидности: простые и полупрофессиональные. Для временной или несложной работы подходит первый вариант. Для изготовления усложненных изделий требуется полупрофессиональная (поворотная или сборочно-монтажная) конструкция.
Проще всего сделать своими руками первую разновидность сварочного стола. Простая модель состоит из жесткой прямоугольной рамы, к которой приварены четыре опоры. В качестве последних используют уголок или стальную трубу. Для большей устойчивости ножки скреплены по периметру металлическими перекладинами. Столешница простого стола оснащена пазами перфорации для закрепления свариваемых деталей.
Алгоритм изготовления своими руками оригинальных журнальных столиков
Конструкция полупрофессионального верстака оборудована круглой платформой, которая может плавно вращаться. Движение возможно благодаря установленному электродвигателю. Такая модель позволяет сварщику создавать сложные изделия, не передвигаясь вокруг мебели. Сборочно-монтажный стол предусматривает дополнительные вмонтированные элементы: головчатые устройства для сверления, шлифования, фрезеровки, а также встроенный вентилятор.
Для самостоятельного монтажа необходимо подготовить чертежи приспособления. На них должны быть прорисованы все детали с точными размерами. Если готового варианта нет, составлением чертежа сварочного стола занимаются вручную. Для этого формируют ведомость материалов. Сводную таблицу с размерами стола, наименованиями материалов отражают на одном листе с самим эскизом. При расчетах учитывают, что высота верстака должна укладываться в пределы от 700 до 850 мм, а его площадь составлять не менее 800 × 1000 мм.
 Простой
Простой
 Полупрофессиональный
Полупрофессиональный
 Сборочно-монтажный
Сборочно-монтажный
 Чертеж
Чертеж
Конструкция стола для сварки
Сварочный стол простейшей конструкции представляет собой металлическую столешницу со специальной пленкой или асбестовой окантовкой.
Что касается ножек стола, то они могут быть разными. Главное, чтобы стол был устойчивым, а сама конструкция в целом – прочной.
Прямоугольные и квадратные столы обычно используются для обычной работы.
Сварочный стол имеет высоту 1-1,25 м, а ширина подбирается индивидуально. Здесь все во многом зависит от планируемых работ.
Если речь идет о поворотных сварочных столах, то у них круглая столешница. В процессе точения легче скрутить и подготовить металл. Заготовка закреплена в центральной части стола, а вращение осуществляется с помощью пульта дистанционного управления.

При сварке металлической арматуры и стержней в основном используются сборочно-сварочные столы. Они похожи на обычные столы, за исключением того, что в рабочей зоне есть барабаны и пазы.
Сборочно-сварочный стол используется не только для сварки. Также его удобно использовать при сборке тяжелых деталей изделия. Часто на такие столы устанавливаются шлифовальные станки, фрезерные станки и так далее.
Выбирать стол для сварки необходимо исходя из деталей, с которыми приходится работать чаще всего.
Вам также может понравиться:

Правила сварки пластиковых труб для начинающих Сварка и сварка 26 сентября

Основные правила при работе со сварочным инвертором Сварка и пайка 20 августа

Тонкости пайки микросхем с помощью сушилки для припоя или о чем нельзя забывать Сварка и пайка 19 апреля

Теперь олово хорошо прилегает к паяльнику и легко плавится Пайка и пайка 10 апреля

Как заменить канифоль для пайки паяльником – лучшее и доступное средство Пайка и пайка 14 февраля
# сварка # сварочный стол # полезные советы # строительство # ремонт
Иван Миров Главный редактор , masterkin.ru
- Об авторе
Об авторе Уже лет 20 работаю своими руками. Пробовал и сантехнику, монтаж конструкций, есть свое маленькое производство. Друзья постоянно спрашиваю как сделать разные вещи. Вот и делюсь я с вами своими идеями в интернете.
Как устроен простой сварочный стол
Стандартные сварочные установки намного дешевле моделей других типов. Это объясняется простотой конструкции, которая от этого не становится менее надежной. Даже самый простой сварочный стол, размеры которого идеально подходят для рабочего пространства, очень удобен. По своей функциональности он никогда не сравнится с какими-то случайными подставками и поверхностями, которые для такой работы не предназначены.
Чтобы сделать простой сварочный стол оптимального размера еще более удобным, его часто дополняют:
- Регулируемыми опорами.
- Прочной рамой из стали.
- Тумбочкой с ящиками для хранения инструментов.
- Открытыми полками для габаритных приспособлений.
- Инструментальной плитой для закрепления заготовки.
- Специальным поддоном для сбора мусора.
- Подставкой для стакана или бутылки с водой.
- Кронштейнами под провода.
Чтобы подготовить к использованию стандартную модель, особенных знаний и навыков не требуется. Нужно лишь проверить конструкцию на устойчивость в разных направлениях. Для этого обычно берут уровень и регулируемые опоры. Также необходимо поместить в нужное место вентиляционный отсос, заземлить стол, а затем уже подключить инвертор и удостовериться, что все его элементы исправны.
Существуют модели сварочных аппаратов, которые не могут работать без дополнительного мобильного вентилятора с двухметровым отсосом и магнитным фиксатором. Такой вентилятор на тележке отличается довольно длинным кабелем, а мощность агрегата зависит от необходимой производительности.
Конструкция
Большой выбор сварочных столов обусловлен необходимостью разноплановых конструктивных решений под определенные задачи. Но у каждого продукта есть элементы, которые являются обязательными и базовыми:
- столешница. Рабочая поверхность делается прочной из негорючего материала. Имеет множество отверстий и пазов, которые в процессе работы используются для фиксации заготовок;
- рама. Каркас, к которому крепится столешница, выдвижные полки и разного рода органайзеры;
- регулируемые опоры. Дают возможность выставить столешницу ровно и на нужной высоте;
- открытые и закрытые полки. Первые служат для размещения электродов, присадочной проволоки и прочих расходных материалов, которые всегда должны быть под рукой. В закрытых полках хранится инструмент;
- поддон. Располагается в нижней части стола и служит для сбора отходов производства, окалины, стружки и т.п.;
- кронштейны. Располагаются по контуру рабочей поверхности. Удерживают сварочный провод, контур заземления;
- всасывающий рукав. Элемент системы вентиляции, предназначенный для отвода отработанных газов и пыли.
Столы являются центральным элементом рабочего пространства сварщика. Они дополняются другими элементами для грамотной организации пространства – шкафами, полками, стеллажами, передвижными и стационарными инструментальными тележками, а также прочей оснасткой.
Обязательно ли нужно вентилирование для сварочного поста, и почему?
При проведении сварочных работ выделяется большое количество вредных для здоровья веществ и избыточного тепла. Например, выделяются оксиды хрома и марганца, различные фтористые соединения, опасная для легких двуокись кремния.
Пострадать от таких веществ может и сам сварщик, и окружающие (газы распространяются от места проведения работ по помещению, не ограничиваясь одним участком). Длительное воздействие таких веществ опасно для сердца и легких, а кратковременное воздействие может уменьшать производительность работников, вызывая головные боли и тошноту.
Если подытожить, вентиляция выполняет следующие задачи:
- Отвод вредных веществ (газов, паров).
- Отвод избыточного тепла (воздух вокруг места работы нагревается).
- Постоянный приток свежего воздуха и отвод застоявшегося (затхлого, спертого).
Причем система обязательно должна регулироваться, поскольку в разное время года, при разной погоде и при разных видах и объемах работ воздухообмен нужно изменять.
Вентиляционная система в сварочном цеху
Система должна работать автономно, но с возможностью изменения ее параметров вручную. Это нужно для того, чтобы корректировать характеристики микроклимата в разные поры года. Нельзя осуществлять вентилирование с повторным или циклическим применением воздушных масс – это опасно для здоровья работников.
Расчеты
Расчет производительности должен проводиться относительно количества используемых за один рабочий час электродов. Схема расчета такова:
- ручной метод сварочных работ – на 1 килограмм электродов нужно обеспечить итоговую производительность до параметра 4500 м³/час;
- полуавтоматический метод сварочных работ – на 1 килограмм электродов нужно обеспечить итоговую производительность до параметра 2 м³/час.
Еще один нюанс: при полуавтоматической работе сварщик может применять больше 5 килограмм электродов. Схема расчета в этом случае такая: производительность системы необходимо увеличивать кратно применяемому количеству электродов.
Изготовление сварочного стола
Процесс изготовления стола начинается с разделки купленной квадратной трубы. Рама и каркас столика изготавливаются из квадратной трубы 70х70 мм. От того, насколько точно будет выполнена нарезка и сборка всех деталей каркаса, зависит, будет ли вся конструкция достаточно устойчивой.

Ножки для стола
Первые отрезанные четыре куска квадратной трубы длиной по 80 см будут использованы для изготовления опорных стоек или ножек сварочного стола. Предварительно трубные заготовки собираются на стальной плите в один пакет, подрезаются и торцуются так, чтобы длина у всех ножек была выдержана с точностью до миллиметра.
Опорную часть каждой ножки необходимо снабдить толстой металлической пластиной, на которую будут крепиться поворотные колеса или ролики. Вырезанные из стали – пятерки пластины сразу засверливаем под крепеж колес и привариваем на ножки.

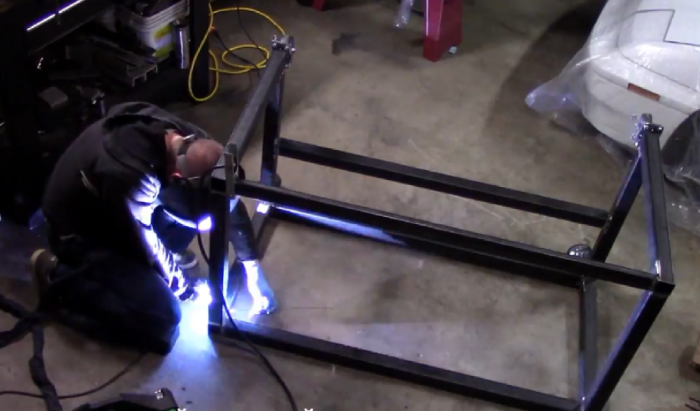
Далее необходимо собрать каркас сварочного стола. На бетонном полу размечаем плоскость будущей конструкции и выставляем готовые ноги на бетоне по выполненной разметке.

По выбранным габаритам вырезаем детали опорной части каркаса сварного стола.

Выложенные на бетоне заготовки выравниваем по уголкам — калибрам и фиксируем струбцинами. Каркас свариваем точками полуавтоматом или обычной электросваркой.

После того как металлические детали были прихвачены небольшими сварными швами, необходимо дать конструкции остыть и еще раз проверить геометрию ножек. Необходимо, чтобы стойки находились в строго вертикальном положении, а расстояния между ними на противоположных сторонах различалось не более чем на 1-2 мм.
Следующим этапом необходимо изготовить нижний ярус стола. Его конструкция несколько отличается от традиционной обвязки уголком, как это делается в случае сборки для столярных и слесарных верстаков.
Рама сварочного стола усилена в нижней части Н-образной обвязкой из профильной трубы. Такая конструкция нижнего яруса обеспечивает удобную постановку ног при работе с деталями, уложенными на сварочном столе. Ничего не мешает переносу центра тяжести далеко вперед, в результате появляется возможность сварить самые сложные и тонкие изделия.
Изготовление столешницы
После зачистки деталей от окалины и установки опорных роликов каркас сварочного стола окрашивают термостойкой краской. Столешницу лучше всего изготовить из стального листа толщиной не менее 5 мм. Большая толщина металла гарантирует, что рабочая поверхность не деформируется и не выдаст пузырь при сильном нагреве.

Плиту столешницы вырезают по чертежу и укладывают на готовый каркас. Прежде чем сварить, необходимо проверить наличие зазоров и подогнать опорные места так, чтобы столешница опиралась на все четыре точки основания. Металлическую плиту фиксируют струбциной и приваривают к каркасу углекислотным полуавтоматом.
Защитный короб
Главные враги опытного сварщика – пыль, шлак и окалина неизбежно накапливаются на рабочем столе. Иногда остатки эмульсии и крупные капли расплавленного шлака необходимо удалять со столешницы еще до окончания работ.
Для этих целей к столешнице добавляется защитный короб, его можно сделать из оцинкованной стали или обычного кровельного металла. Место для установки защитного короба на столе выбирается в зависимости от предпочтений сварщика.
Оснастка
Чтобы максимально ускорить выполнения сварочных работ, нужно позаботиться о покупке специальной оснастки и приспособлений. Основные требования к вспомогательному оборудованию:
- должны обеспечивать нужное расположение соединяемых заготовок. В таком случае не придется дополнительно подгонять детали;
- во время сварочных работ кромки должны находиться на некотором равном расстоянии по отношению друг к другу. Этого несложно добиться при помощи соответствующих инструментов;
- вспомогательное оборудование должно размещаться на рабочем столе и при этом не мешать выполнению различных технологических операций.
Сложно выполнить сварку деталей без их фиксации в определенном положении. С этой задачей хорошо справляются разного рода зажимы, прижимы, струбцины и фиксаторы. Существует несколько видов фиксирующих приспособлений, которые делятся на группы по типу привода:
- механические;
- гидравлические;
- пневматические.
Гидравлические и пневматические зажимы оснащаются крепкими звеньями, которые предусматривают возможность торможения деталей в автоматическом режиме. Такая конструкция исключает несанкционированное ослабевание крепежей
Важно обеспечить четкую стыковку и неподвижную фиксацию элементов перед их сваркой. В противном случае шов может получиться некачественным
Примечательно, что подготовительные работы очень часто забирают больше сил и времени, нежели сам процесс сварки.
Помимо поставляемых вместе с столами зажимов могут использоваться и другие приспособления для фиксации заготовок.
Струбцины
Обособленный подвид фиксаторов, который удерживает заготовки под заданным углом. Существует много вариантов приспособлений, которые отличаются и формой, и размером. Конструкция включает штифт, на котором есть зажимы.
Призмы
Фиксирующие приспособления, предназначенные для удержания объемных заготовок. Чтобы деталь оставалась неподвижной, она фиксируется при помощи призм под углом. Основным недостатком такого рода держателей является то обстоятельство, что на поверхности заготовок часто остаются следы фиксации.
Чугунные пластины
В бюджетных моделях сварочных столов пластины из чугуна заменяют столешницу. Основным достоинством такого решения является то, что в случае выхода из строя одной из пластин, ее легко можно заменить
Еще один плюс, на который следует обратить внимание – это низкая теплопроводность чугуна. Даже при длительной работе сварочного аппарата, он не нагревается до высоких температур
Помимо этого, металл характеризуется высокой устойчивостью к статическим нагрузкам.
Тиски
Механический узел для удерживания заготовок. Используются в сварочном процессе, а также последующей (или предварительной) обработке заготовок. Главной особенностью тисков является то обстоятельство, что у специалиста освобождаются обе руки и ему проще выполнять необходимые манипуляции. Существует несколько разновидностей тисков.
Плита
По факту – это такая же столешница, но с идеально ровной поверхностью из-за своей толщины. Выбор размера плиты определяется в зависимости от размеров заготовок, с которыми придется работать в будущем. К преимуществам плиты следует отнести разметку для размещения деталей на поверхности. В металлическом листе предусмотрено несколько отверстий, которые можно использовать для фиксации заготовок при помощи другой оснастки.
Всасывающий рукав
Множество сварочных работ в настоящее время проводятся в закрытых помещениях
Важно чтобы в них присутствовала активная вентиляция, которая будет выводить продукты горения и пыль наружу. Принудительная система вентиляции иногда используется в качестве основной или дополнительной системы удержания заготовок
Всасывающий патрубок располагается под столом и воздушный поток, проходя сквозь небольшие отверстия стола, прижимает деталь к его поверхности.
Упоры
Бывают ситуации, когда соединяемые элементы будущей конструкции располагаются в разных плоскостях. Тогда для их фиксации используются специальные приспособления – упоры. Они обеспечивают точную сцепку элементов в определенном месте и хорошо удерживают их. при необходимости деталь можно повернуть или расположить под определенным углом.
Столы для сварочных работ являются необходимым и неотъемлемым элементом рабочего места сварщика. Благодаря тому, что существует большое количество моделей, специалисту несложно выбрать наиболее подходящий для определенных задач вариант.