Свойства [ править ]
| Этот раздел нуждается в расширении . Вы можете помочь, . ( Февраль 2015 г. ) |
Для гофрированного картона можно измерить несколько свойств и характеристик. Некоторые из них включают:
- Содержание влаги колеблется в пределах 6,5-9,5%. Если влажность ниже определенного предела, это вызовет растрескивание гофрированного картона, а если она выше, то снизится прочность картона на сжатие.
- Испытание на сжатие кромок. Он измеряет силу на единицу ширины и прогнозирует прочность коробки на сжатие. Он указывается в кН / м или фунт / дюйм.
- Прочность на разрыв Это давление, необходимое для разрыва гофрированного листа. Он указывается в кПа или фунтах / дюйм2.
- Коробка Прочность на сжатие Это прямое измерение производительности гофрокоробов. Сообщается в кгс или Н.
- Испытание на плоское раздавливание. Измеряет жесткость канавок и выражает ее в КПа.
- Сопротивление изгибу
- Ударопрочность
- Амортизация, амортизация
- Сопротивление разрыву
- Граммаж на квадратный метр любого материала называется граммажем. Сообщается в г / м2.
Гофрированный картон анизотропен ; многие из его свойств сильно ориентированы. Например, характеристики кромки, жесткости на изгиб, растяжения и поверхности различаются в зависимости от ориентации канавок и машинного направления производства.
Необходимое оборудование
Производство картона требует установки в производственных помещениях автоматизированной линии. В неё входят необходимые станки и инструменты для переработки бумажной массы и получения картона.
Линия состоит из:
- гидроразбивателя;
- вихревого очистителя для улавливания тяжёлых и лёгких включений;
- пульсационной мельницы;
- турбосепаратора;
- вибросита;
- дисковой мельницы;
- мешалки для макулатурной массы;
- узлоуловителя.
Также должна быть машина для формовки и сушки картонного полотна.
Мощность такой автоматизированной линии позволяет производить в сутки до 300 тонн готовой продукции при ширине до 6000 мм.
Этапы производства гофрированного картона
Производство гофрированного картона проходит в несколько этапов. К первому этапу относится добыча гипса с последующей его обработкой. Многие предприятия по производству гофрированного картона исключают этот этап, закупая готовое сырье. Далее на предприятии гипс тщательно перемешивают с водой, а также мылом химическим и некоторыми другими минералами. Затем в смесь добавляется катализатор, который способствует быстрому застыванию гипса.
Из полученной смеси (шлама) изготавливается слой гипса. Большие непрерывные и плоские его полосы, которые будут служить основой для будущего стройматериала, производятся на специальных технологичных конвейерах, задающих сечение необходимой формы. Далее на заранее подготовленный слой из автомата аккуратно укладываются листы картонные, по краям смазанные слоем клея. Полученные листы нужно разрезать на заданные размеры с использованием рольгангового конвейера. Затем консольные конвейеры распределяют уже готовые гипсокартонные листы по отдельным сушилкам, после того, как лист высохнет, ему придают рольганговым конвейером окончательный размер. Последний этап знаменуется штабелированием и упаковкой готовой продукции.
После того, как гофрированный лист картона готов, он в обязательном порядке должен пройти экспертную проверку по оценке качества сразу по нескольким параметрам.
Сырьевая база для производства тарного картона
Основным сырьем для производства тарного картона является как «первичная» целлюлоза (волокна, полученные из древесины, природная целлюлоза), так «вторичная» целлюлоза (макулатурные волокна). Чаще всего как для снижения производственных издержек, так и для поддержания необходимых технических характеристик готовой продукции используется смесь «первичной» и «вторичной» целлюлозы.
Требования к качеству макулатуры, а также ее классификация по группам качества и маркам установлена ГОСТ 10700-97 «Макулатура бумажная и картонная. Технические условия».
Согласно данному стандарту, макулатуру следует разделять на 3 группы качества:
- группа А – высокого качества;
- группа Б – среднего качества;
- группа В – низкого качества.
Номенклатура марок макулатуры бумажной и картонной согласно ГОСТ 10700-97:
Группа | Марка | Состав |
А | МС-1А | Отходы производства белой бумаги (кроме газетной): бумага для печати, писчая, чертежная, рисовальная, основа светочувствительной бумаги и другие виды белой бумаги |
МС-2А | Отходы производства всех видов белой бумаги в виде обрезков с линовкой и черно-белой или цветной полосой: бумага для печати, писчая, диаграммная, рисовальная | |
МС-3А | Отходы производства бумаги из сульфатной небеленой целлюлозы: упаковочной, шпагатной, электроизоляционной, патронной, мешочной, основы абразивной, основы для клеевой ленты, а также перфокарты, бумажный шпагат, отходы производства электроизоляционного картона | |
МС-4А | Использованные мешки бумажные невлагопрочные (без битумной пропитки, прослойки и армированных слоев) | |
Б | МС-5Б | Отходы производства и потребления гофрированного картона, бумаги и картона, применяемых в его производстве |
МС-6Б | Отходы производства и потребления картона всех видов (кроме электроизоляционного, кровельного и обувного) с черно-белой и цветной печатью | |
МС-7Б | Использованные книги, журналы, брошюры, проспекты, каталоги, блокноты, тетради, записные книжки, плакаты и другие виды продукции полиграфической промышленности и бумажно-беловых товаров с однокрасочной и цветной печатью, без переплетов, обложек и корешков, изданные на белой бумаге | |
В | МС-8В | Отходы производства и потребления газет и газетной бумаги |
МС-9В | Бумажные гильзы, шпули (без стержней и пробок), втулки (без покрытия и пропитки) | |
МС-10В | Литые изделия из бумажной массы | |
МС-11В | Отходы производства и потребления бумаги и картона с пропиткой и покрытием: влагопрочные, битумированные, ламинированные, а также бумажные мешки, изготовленные из бумаги указанных видов | |
МС-12В | Отходы производства и потребления бумаги и картона черного и коричневого цветов, бумага с копировальным слоем, для вычислительной техники, бумага-подложка с нанесенным дисперсным красителем разных оттенков, а также кровельный картон | |
МС-13В | Отходы производства и потребления различных видов картона, белой и цветной бумаги (кроме черного и коричневого цветов), обложечной, светочувствительной, в том числе запечатанной на аппаратах множительной техники, афишной, обойной, пачечной, шпульной и др. |
Концепция бизнеса
В настоящее время упаковка из гофрокартона используется практически повсеместно. Трудно найти товар, к которому она была бы неприменима. В картонные коробки упаковывают и пищевую продукцию (пиццу, кондитерские изделия), и обувь, одежду, стекло, керамику, бытовую химию. Поэтому без преувеличения можно сказать, что потенциальный клиент-потребитель гофрокартона — любое производственное предприятие.








Однако следует иметь в виду, что, при наличии стабильного спроса, в данной сфере бизнеса существует и конкуренция. Поэтому необходимо внимательно отнестись к выбору гофрокартона, который будет выпускаться на открываемом предприятии и, проанализировав предложения конкурентов, выстроить грамотную ценовую политику.
История [ править ]
Гофрированная (также называемая гофрированной) бумага была запатентована в Англии в 1856 году и использовалась в качестве подкладки для высоких шляп , но гофрированный картон не был запатентован и использовался в качестве материала для транспортировки до 20 декабря 1871 года. Патент был выдан из Нью-Йорка. Город для одностороннего (одностороннего) профнастила. Джонс использовал гофрированный картон для упаковки бутылок и стеклянных дымоходов фонарей. Первая машина для производства гофрированного картона в больших количествах была построена в 1874 году Дж. Смитом, и в том же году усовершенствовал конструкцию Джонса, изобретя гофрированный картон с облицовочными листами с обеих сторон тем самым изобрели гофрированный картон, который стал известен в наше время.
Шотландского происхождения Роберт Гейр изобрел предварительно вырезать картонную коробку в 1890 году – плоские части , изготовленные в массе , что сложенные в ящики. Изобретение Гэра появилось в результате несчастного случая. Он был бруклинским принтером и изготовителем бумажных пакетов в 1870-х годах. Пока он печатал пакеты с семенами, металлическая линейка, используемая для складывания пакетов, меняла положение и разрезала их. Гейр обнаружил, что, разрезая и сгибая за одну операцию, он может изготавливать сборные картонные коробки. Применение этой идеи к гофрированному картону было несложным делом, когда этот материал стал доступен в начале 20 века.
Гофроящик впервые использовался для упаковки стеклянной и керамической посуды. В середине 1950-х годов этот случай позволил пересылать фрукты и продукты от фермы к розничному продавцу без повреждений, повышая доходность производителей и открывая экспортные рынки.
Виды гофротары
Гофротара — это собирательное название для множества разновидностей упаковки из разных сортов гофрокартона. Наиболее распространённые:
- Короба. Это обычные картонные ящики: открытые, закрытые, складные с замковым соединением, торцевыми клапанами, оберточного типа, «пеналы» и тубус из картона.
- Лотки. Это ящики без крышки. Чаще всего в таких перевозят продукты питания, закрывая сверху полиэтиленовой плёнкой. Иногда лотки производят с отверстиями для более удобной транспортировки.
- Контейнеры. Используются для тяжеловесных габаритных грузов. Производятся с крышкой и усиленным дном. Чаще всего контейнеры производят из 5-ти и 7-слойного картона.
Ещё одно популярное изделие их этого материала, которое не является тарой — стойки из гофрокартона. Это стеллажи для расстановки товаров в магазинах. На таких стойках обычно печатают фирменный логотип продукции, которая будет на них размещаться. Существует множество разновидностей дизайна, а гибкость материала позволяет воплотить самые интересные решения.
Ссылки [ править ]
- ^ Что такое гофрированный? , Ассоциация Fiber Box, 2019 г. , данные получены 4 июля 2019 г.
- ^ Патент США 122023 , Альберт Л. Джонс, «Улучшение в бумаги для упаковки», выданный 1871-12-19
- ^ Патент США 150588 , Оливер Лонг, «Упаковка для бутылок, банки, & C.», выданного 1874-05-05
- ^ Диана Twede и Susan EM Selke (2005). Картонные коробки, ящики и гофрокартон: справочник по технологии упаковки из бумаги и дерева . Публикации DEStech. С. 41–42, 55–56. ISBN 978-1-932078-42-8.
- ^ Стерн, РК; Иордания, Калифорния (1973). «Амортизация подушек из гофрированного картона при централизованной нагрузке» . Документ о лабораторных исследованиях лесных товаров, FPL-RP-184 . Проверено 12 декабря 2011 года .
- Перейти ↑ Foster, G. (1997). “Ящики гофрированные”. В Броды, А .; Марш К. (ред.). Энциклопедия технологии упаковки Wiley (2-е изд.). Нью-Йорк: Джон Вили и сыновья. ISBN 0-471-06397-5.
- ^ Брукс, Брэндон (2 февраля 2012 г.). “Тебе еще нужен сертификат боксмейкера на коробке?” . Блог об упаковке по запросу . Проверено 8 декабря 2013 года .
- ↑ Томпсон, Чад (сентябрь 2000 г.). «Понимание сертификата производителя коробок» . Посылка . Проверено 8 декабря 2013 года .
- ^ Тведе, Диана; Селке, Сьюзан Э.М. (декабрь 2005 г.). Картонные коробки, ящики и гофрированный картон: Справочник по технологии упаковки из бумаги и древесины . DEStech Publications, Inc. стр. 438. ISBN 1932078428. Проверено 8 декабря 2013 года .
- ↑ Дженсен, Тимоти (апрель 1999 г.). «Упаковочные ленты: не перерабатывать» . Совет по клеям и герметикам. Архивировано из оригинала 9 ноября 2007 года . Проверено 6 ноября 2007 года .
- ^ «Стандарты совместимых с вторичной переработкой клеев» . Институт производителей этикеток и этикеток. 2007. Архивировано из оригинала 9 ноября 2007 года . Проверено 6 ноября 2007 года .
- ^ «Добровольный стандарт на размалывание и переработку гофрированного картона» . Альянс гофроупаковки. 2005. Архивировано из оригинала на 3 декабря 2007 года . Проверено 6 ноября 2007 года .
BHS линия
Гофрированный пятислойный картон эксплуатируется для производства особенно прочной и жесткой упаковки. Например, упаковка продуктов мясокомбината, овощи, фрукты. Также для производства крупногабаритных контейнеров: упаковка для холодильника, стиральной машины. В зависимости от задачи контейнера применяют гофру профиля «ВС», редко применяют сочетание «ВВ».
 Гофроагрегат БХС
Гофроагрегат БХС
bhs линия по производству 5 слойного гофрокартона, установленная на новом гофрозаводе «Илим», рассчитана на выход 5-слойного гофрокартона с профилями В, С и Е. Также существует возможность использования гофрокартона профиля A, K, F.
BHS линии по производству 5-слойного гофрокартона для выхода качественного продукта, выполняют такие операции:
- установка картонного рулона на раскатное устройство;
- предварительное усиление нагрева картона;
- плакирование клея на специализирующей клеильной установке;
- приклеивание 2-слойного гофрокартона с подогретым лайнером, образовывая пятислойный гофрокартон;
- сушка гофрокартона.
После размотки ватин бумаги переходит в гофропресс, в котором бумага гофрируется с помощью двух валов и нагревающегося пара. На вершину гофры с верхней стороны происходит нанесение крахмального клея. Далее, картонный материал переходит в другой гофропресс где гофрированное полотно соединяется с картоном. В результате этого процесса получается 2-слойный гофрокартон.
 Линия BHS для производства гофроупаковки
Линия BHS для производства гофроупаковки
Далее, материал из двухслойного гофрокартона укладывают в форме петли, чтобы создать некоторый запас и бесперебойную работу гофроустановки. После чего, материал перемещают в подогреватель и подают на клеильную установку.
 Клеепромазочная машина 5-GM-250
Клеепромазочная машина 5-GM-250
Там осуществляется нанесение крахмального клея. 2-слойный гофрокартон объединяется с другим материалом из картона. Так, образуется трехслойный гофрокартон. Чтобы изготовить пятислойный гофрокартон в гофроустановке существует еще один гофропресс.
Склеенные слои гофрокартона поступают в сушильный аппарат, в котором отдается лишняя влага и материал крепко склеивается в слоях. На финале зафиксированы ротационные ножницы. Они нужны, чтобы устранить некондиционную заготовку и обеспечить переход на следующий этап.
А также чтобы изменить размер заготовки. Готовое полотно переходит в специальную рилевочно-резательную установку, в которой нарезаются полосы необходимой ширины и одновременно обрезаются кромки. Там же наносится линия следующего сгиба полотна, чтобы правильно сформировать ящик.
После того, материал разрезается на лист необходимой длины, при этом образуется полностью готовая к последующей обработке заготовка. Последующие манипуляции листов осуществляются на перерабатывающей линии.
Полезные материалы
Характеристики и применение гофрированного картона
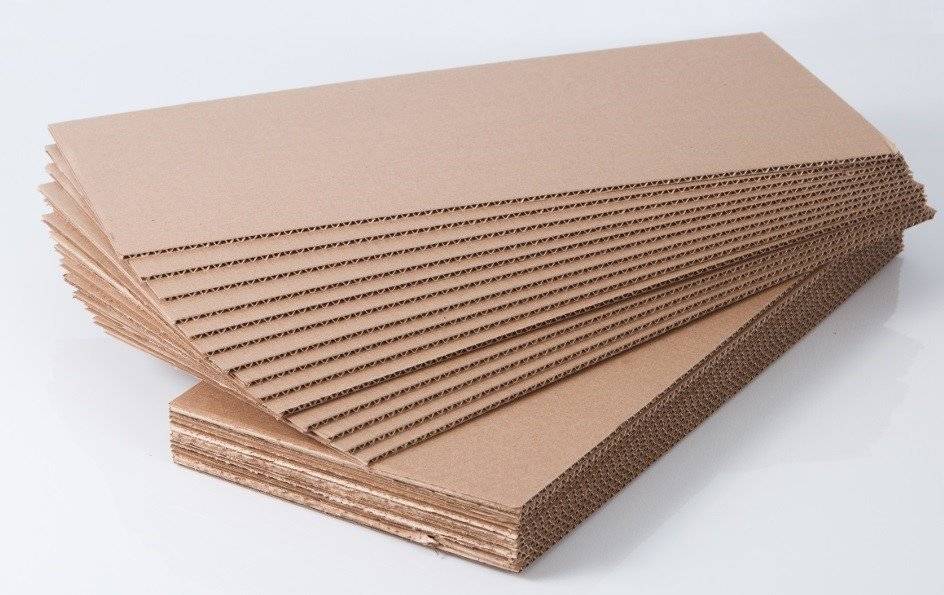
Гофрокартон по праву можно назвать одним из самых популярных упаковочных материалов. Несмотря на свою кажущуюся простоту и хрупкость, он характеризуется прекрасным показателем прочности. При этом имеет небольшой вес. Именно эти характеристики делают гофрокартон востребованным как у потребителей, так и среди производителей упаковки.
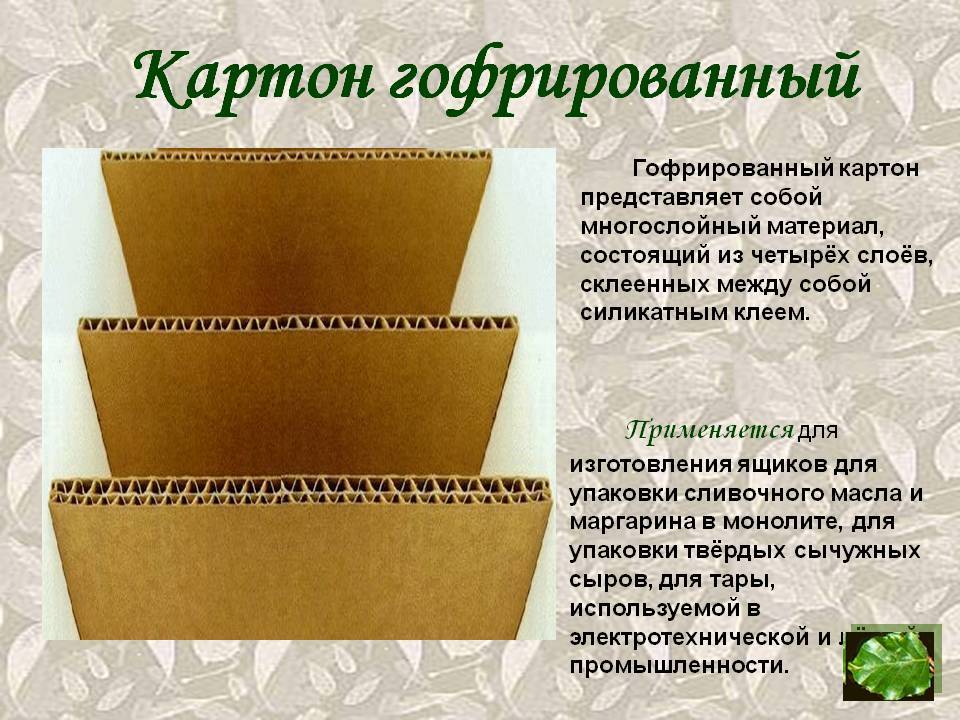
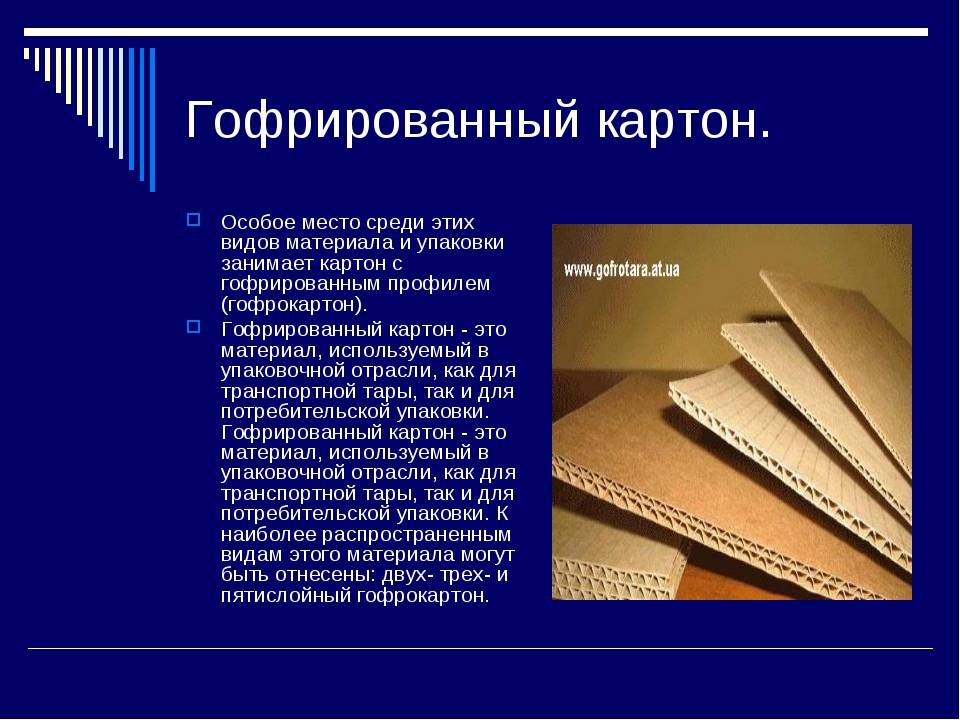
Технология производства картона достаточно проста: изготавливается он путем склеивания нескольких слоев гофрированных и прямых листов. Их количество может варьироваться от двух до семи. Соответственно, чем больше слоев, тем выше прочность листа. Именно от данного показателя зависит, где в последующем будет использоваться материал.
В чем же преимущества гофрокартона и почему он так популярен в качестве упаковки? В первую очередь стоит отметить его безопасность. В производстве используются натуральное сырье без добавления вредных химических веществ. Кроме того, упаковка из данного материала легко утилизируется. Немаловажным плюсом являются технические параметры. Гофрированный картон характеризуется высоким показателем прочности и подходит для перевозки хрупких предметов. Также он удобен в транспортировке, так как имеет легкий вес и при необходимости может быть сложен.
Среди прочих преимуществ, несомненно, стоит отметить и стоимость. Так же, как и цена пенокартона, она всегда находится на доступном уровне, что позволяет существенно сэкономить денежные средства.
Для чего нужен гофрированный картон
Различные типы гофрокартона отличаются друг от друга качеством бумаги, количеством слоев и высотой гофрированных «волн». В зависимости от данных показателей меняется и сфера применения материала.
Итак, двухслойный гофрокартон характеризуется легкостью и гибкостью, благодаря чему прекрасно подходит для обертывания. Как правило, используется он для изготовления сувенирной продукции, упаковок для лампочек и подарков, а также в мебельном производстве. Кроме того, гофрированный картон часто используют в качестве амортизатора при перевозках.
Гофрокартон с тремя слоями имеет более высокую прочность и может использоваться для изготовления отдельных элементов упаковок, например, внутренних перегородок между хрупкими предметами. Цена трехслойного гофрокартона несколько выше, чем материала с двумя слоями, однако доступна для различных категорий потребителей. Пятислойный и семислойный гофрированный картон используется в основном для транспортировок и изготовления перегородок, необходимых при строительстве.
Категория:
Разное
Похожие материалы
Преимущества и недостатки материала
Несмотря на то, что гофрокартон производят из обычного картона, часто из вторичного сырья, и гофрированной бумаги, его эксплуатационные характеристики отличаются высокими показателями. Послойное склеивание лайнеров и гофры между собой многократно увеличивает изначальную прочность бумаги и картона, сохраняя при этом лёгкий вес. Жесткость одинакова в горизонтальном и вертикальном направлении. Гофрокартон лёгок и гибок, при этом в местах сгибания его прочность не уменьшается. Этот материал не вредит окружающей среде, так как изготавливается из вторичного сырья — макулатуры. Это выгодно с точки зрения бизнеса: сырье можно получать очень недорого или даже бесплатно. Он свободно разлагается в естественной среде (в отличие от пластика и полиэтилена) и сам подлежит переработке.
Единственный недостаток упаковки из гофрокартона — низкая устойчивость перед влагой и воздухом. По этой причине он не подходит для упаковки отдельных видов продукции, а при транспортировке и хранении грузов придётся соблюдать ряд правил. В остальном это универсальный дешёвый и экологически безвредный материал.
2. Какая площадь и какое сырье потребуется для организации производства гофрокартона?
Минимально допустимая площадь для установки оборудования и начала производства составляет 800 кв. м. Такое помещение можно использовать в качестве производственного цеха.
Но для производственных мощностей недостаточно предусмотреть только цех.
Чтобы организовать полноценное предприятие, понадобится выделить еще дополнительные помещения:
- Склад для хранения сырья.
- Склад для хранения готовой продукции.
- Цех для производства упаковки из гофрокартона.
Если учесть, что складские помещения должны быть не менее 500 кв. м. каждый, а для производства упаковки нужно еще, как минимум, 800 кв. м., можем подсчитать, что общая необходимая площадь помещения составит порядка 2 600 кв. м.








![Гофрированный картон содержание а также история [ править ]](https://agro-tm.ru/wp-content/uploads/1/f/0/1f014fa5e8046a51bf0c95fe69b9ebf7.jpeg)
Поискать площадь такого масштаба будет рационально на территории старых заводов. Многие их них уже сегодня не функционируют, поэтому их помещения сдаются в аренду для организации новых предприятий.
Что касается условий в помещениях, то в силу особенностей производимого материала, температура в производственном цехе не должна опускаться ниже 18ᵒС. Влажность при этом имеет максимально допустимый предел в 80%.
Выбрав помещение, можно переходить к закупке сырья и оборудования для производства.
Сырье в данном случае понадобится в основном для производства самого гофрокартона, так как основной материал для упаковки мы будем производить сами.
Итак, чтобы начать работу, нужны такие составляющие:
| Сырье | Характеристика | Образец |
|---|---|---|
| Гофрированная бумага | Масса от 100 до 140 грамм на 1 кв. м. | |
| Картон | Масса от 150 до 235 грамм на 1 кв. м., цвет бурый или белый. | |
| Клей | Силикатный или крахмальный. |
Панно из бумаги: техника торцевания
Лучшим подарком особенно для мамы будет поделка, сделанная своими руками. Изделие, сделанное из гофрированной бумаги, в основном имеет объемный вид из-за тоненьких и маленьких складок на материале.
Благодаря технике торцевания, совмещению аппликации и квиллинга, создаются необыкновенные объемные панно, картины, мозаики, декоративные детали интерьера. Основа этой техники состоит в создании изображений нарисованных предметов объемными элементами бумаги, называющимися торцовкой.
Работа с мелкими деталями довольно кропотливая, поэтому ребенку понадобится помощь взрослых. Можно выбрать рисунок, на котором изображен не один большой предмет, а несколько маленьких разноцветных миниатюрок
Использование различных цветов поможет переключать внимание ребенка, и ему хватит терпения закончить работу. Для изготовления панно нужны следующие материалы: гофрированная бумага различных цветов, несколько зубочисток или стержень для ручки, карандаш, клей

Техника торцевания:
- Нарисовать карандашом шаблон выбранного панно;
- Нарезать заготовки для торцовок из гофробумаги квадратами до одного сантиметра;
- Поставить зубочистку или конец стержня для ручки в центр квадрата, аккуратно поднять вверх края заготовки;
- Придерживая такой полученный стаканчик, окунуть кончик в клей и укрепить на основном фоне. Клей также можно наносить сразу на обозначенную фигуру в шаблоне.
Для основы панно необходимо использовать плотный картон, так как наклеенное количество торцовок с клеем достаточно увесисто.
Преимущества гофрированной бумаги
- Декоративность. Гофру применяют в хенд-мейде, для изготовления открыток (скрапбукинга), декорирования сувениров и подарков.
- Эффективная защита. Благодаря своей волнистой структуре, гофрированная бумага отлично пружинит. Амортизируя при ударе, она успешно защищает завернутый в нее хрупкий предмет от механического воздействия.
- Экологичность. Материал легко переработать, его можно полностью изготовить из вторсырья. В природе картон разлагается за 2 месяца. Это отличная замена пузырчатой пленки и прочих полимеров, на переработку которых природе потребуется от 100 до 500 лет. Материал не содержит токсичных соединений, поэтому безвредна для животных и человека.
- Экономичность. Себестоимость изделиясущественно ниже, чем у пенопласта. Материал успешно заменяет пенопластовые или полимерные вставки для хрупкой продукции (например, листового стекла).
- Универсальность. Гофробумага эффективна как в качестве наружной упаковки, так и в виде внутреннего наполнения коробок.
- Высокая плотность. Материал сохраняет форму упаковки, не деформируясь в процессе перевозки.
- Малый вес. Этот параметр облегчает переноску запакованного изделия.

Возможность переработки сырья — основное преимущество упаковки из гофра
Применение гофрированной бумаги
Гофробумагу применяют для:
- Скрапбукинга. Из очень тонкой (17—25 г/м²) гофры получаются красивые лепестки искусственных роз. Они настолько нежные, что почти неотличимы от живых. Способность к растягиванию у такой бумаги невелика (стрейч — до 40 %), поэтому работать с ней надо очень аккуратно.
- Свит-дизайна (изготовления букетов из конфет). Для лепестков используется материал плотностью 32 г/м², стрейч — от 45 %. Он хорошо держит форму и достаточно эластична: можно сгибать, не опасаясь надорвать.
- Флористики. Плотная, эластичная разновидность (180 г/м², стрейч — 250 %) с глубокой гофрировкой отлично тянется и почти не рвется. Намокнув, она не красит руки. Легко скручивается и долго сохраняет заданную форму, поэтому подходит для создания объемных композиций, праздничного декора, карнавальных костюмов.
- Топиария. Это декоративное искусственное деревце — украшение для дома, офиса, кафе.
- Гофрокартона. Плотная (100—140 г/м²) бумага из которой изготавливают среднюю часть листа картона. Сверху и снизу она закрывается листами сплошного картона.

В рулонный гофрокартон заворачивают сувениры, изделия из стекла, бутылки
Чтобы упаковка или поделка соответствовала ожиданиям, выбирайте гофрированную бумагу проверенных брендов: Werola (Германия), Brauberg (Германия), Attomex (Россия), Calligrata (Китай).
На видео показан мастер-класс по изготовлению розы из гофробумаги:
Изготовление упаковки
Из готового картона и гофрокартона делают различную упаковку. Данный процесс автоматизирован и включает следующие этапы:
- На первом этапе производится нарезка листов при помощи рилёвочно-резательного станка.
- Далее наносится печать на флексографическую станцию.
- На третьем этапе происходит формирование заготовок ящиков при помощи различной техники исполнения. После этого заготовки поступают на склеивающий станок.
- На заключительном этапе заготовки укладываются в пачку и перевязываются.
Производство гофрокартона завершается увязыванием подготовленных пачек с заготовками в паллеты.
Дальнейшее чтение [ править ]
- Справочник Fiber Box, Ассоциация Fiber Box
- Конинг, Дж., Гофрированный перекресток: Справочное руководство для гофрированной промышленности , TAPPI Press, 1995, ISBN 0-89852-299-4
- Европейская промышленность по производству гофрированного картона
- Надлежащая производственная практика для упаковки из гофрированного и цельного картона Этот стандарт GMP позволяет производить упаковку для пищевой промышленности в соответствии с высочайшими стандартами безопасности потребителей. Все подробности на сайте Европейской федерации производителей гофрокартона (FEFCO).
- Удаление частиц и пыли при производстве и переработке гофрокартона.
- Ям, KL, «Энциклопедия упаковочных технологий», John Wiley & Sons, 2009, ISBN 978-0-470-08704-6
- Сорока, В., Основы технологии упаковки IoPP, 2002, ISBN 1-930268-25-4
- «Руководство по упаковке для небольших посылок», 2005, IoPP
- Азиатская ассоциация гофрированного картона
Описание бизнес-идеи по производству гофротары, актуальность
Некоторое время можно было наблюдать появление большого количества упаковки, созданной из пластика и отодвигающей на задний план аналог из картона. Однако многие производители приняли решение возобновить изготовление гофрокартона в связи с его надежностью и экологической чистотой. При своем небольшом весе и невысокой стоимости этот материал имеет отличные качественные характеристики.
Гофрокартон применяется почти во всех производственных сферах, в него упаковываются:
- продукты питания;
- парфюмерия;
- лекарства;
- метизы;
- табачные изделия;
- обувь;
- сувениры;
- бытовая химия;
- приборы и т. п.
Бизнес по изготовлению гофротары имеет ряд преимуществ, основными считаются:
- высокий спрос;
- возможность использования вторсырья (в данном случае макулатуры).
Подобный вид деятельности отличается высокой рентабельностью, о чем свидетельствует ежегодное увеличение производства этого вида упаковки и ее большой расход.
Процесс изготовления коробки [ править ]
Дизайн коробки править
Стандартный контейнер с прорезями
Пустая рамка, показывающая линии надреза, прорези и соединение производителя
Инженеры по упаковке проектируют гофроящики с учетом конкретных потребностей отправляемой продукции, опасностей, связанных с окружающей средой при транспортировке (удары, вибрация, сжатие, влажность и т. Д.), А также маркетинговых потребностей розничных продавцов и потребителей.
Наиболее распространенный стиль коробки – это контейнер с обычными прорезями (RSC). Все створки одинаковой длины от бортика до края. Обычно более длинные основные закрылки встречаются посередине, а второстепенные – нет. Однако с развитием электронной коммерции и более конкурентной розничной среды дизайн коробок становится более динамичным и функциональным, отклоняясь от типичных дизайнов транспортных коробок.
Стык производителя чаще всего соединяется клеем, но также может быть склеен или прошит. Коробка доставляется в плоском виде (в разобранном виде) упаковщику, который устанавливает коробку, наполняет ее и закрывает для отправки. Закрытие коробки может производиться лентой, клеем, скобами, лентой и т. Д.
Размер ящика может быть измерен как по внутренним (для соответствия продукту), так и по внешним (для погрузочно-разгрузочного оборудования или укладки на поддоны) размерам. Коробки обычно уточняют и заказывают по внутренним размерам.
Сертификат производителя коробок править
Сертификат производителя коробки (также известный как «сертификат коробки» или «сертификат производителя коробки») представляет собой печать, напечатанную на внешней поверхности, обычно на дне коробки, которая включает некоторую информацию о прочности коробки. Сертификат не требуется, но если он используется, он подразумевает соблюдение правил, касающихся сертификата. Важная информация включает:
- Испытание на разрыв или испытание на раздавливание кромок
- Ограничение размера (максимальные внешние размеры готовой коробки, когда длина, ширина и глубина коробки складываются вместе)
- Предел веса брутто
Производство править
Ящики можно формировать на том же заводе, что и гофроагрегат. Такие заводы известны как «интегрированные заводы». Часть надрезания и резки происходит на гофроагрегате. В качестве альтернативы листы гофрированного картона могут быть отправлены на другое производственное предприятие для изготовления коробки; их иногда называют «листовыми установками» или «конвертерами».
Гофрированный картон имеет складки или бороздки, чтобы обеспечить контролируемый изгиб картона. Чаще всего прорезаны прорези, чтобы обеспечить откидные створки на коробке. Надрезание и прорезание пазов можно также выполнить высечкой . Наряду с печатью на коробке на этих заводах. Эти преобразования производятся на разных машинах, в зависимости от выполняемого преобразования: «Флексографские склеивающие машины (FFG)», «Ротационные высекальные машины (RDC)», «Слоттеры для принтеров» или «Печатные машины».
![Гофрированный картон содержание а также история [ править ]](https://agro-tm.ru/wp-content/uploads/2/e/4/2e488a2e0e7952986eda35ac8c8046b3.jpeg)


Ламинат односторонний править
Ограничением обычного гофрированного материала является сложность нанесения мелкой графики в информационных и маркетинговых целях. Причины этого заключаются в том, что гофрированные листы заводского изготовления являются относительно толстыми и губчатыми по сравнению с тонкой и несжимаемой бумагой из твердых волокон, такой как картон . Из-за этих характеристик гофрированного картона, его в основном печатали с использованием флексографической печати , которая по своей природе является грубым нанесением с нечеткими свойствами совмещения.
Более поздняя разработка, популярная в использовании, – это гибридный продукт, отличающийся структурными преимуществами гофрированного картона в сочетании с литографической печатью с высоким содержанием графики, которая ранее была ограничена картонными складными коробками. Это приложение, обычно называемое «односторонний ламинат», начинает свой процесс как традиционная рифленая среда, приклеенная к одинарной подкладке (односторонней), но вместо второй длинноволокнистой подкладки предварительно напечатанный лист картон, такой как SBS ( твердый отбеленный сульфат ), приклеивается к внешней облицовке. Затем лист может быть преобразован в любую желаемую форму с помощью тех же процессов, которые используются для другого производства гофрированного картона.
Для изготовления материала SFL необходимо специальное оборудование, поэтому пользователи могут рассчитывать на дополнительную оплату за эти продукты. Однако эти затраты часто компенсируются экономией на отдельном картонном рукаве и трудозатратами, необходимыми для сборки готовой упаковки.
Стандарты ASTM [ править ]
Среди прочих на практике действуют следующие стандарты:
- D1974 Стандартная практика для методов закрытия, герметизации и усиления ящиков из ДВП
- D4727 Стандартные технические условия на гофрированный и цельный древесноволокнистый картон (контейнерный сорт) и фасонные части
- D5118 Стандартная практика изготовления транспортных ящиков из ДВП
- D5168 Стандартная практика изготовления и закрытия контейнеров из гофрированного картона с тройными стенками
- D5639 Стандартная практика выбора материалов из гофрированного картона и конструкции коробов на основе требований к характеристикам
- D6804 Стандартное руководство по проектированию отверстий для рук в гофрокоробах
Ссылки [ править ]
- ^ Что такое гофрированный? , Fiber Box Association, 2019 г. , данные получены 4 июля 2019 г.
- ^ Патент США 122023 , Альберт Л. Джонс, «Улучшение в бумаги для упаковки», выданный 1871-12-19
- ^ Патент США 150588 , Оливер Лонг, «Упаковка для бутылок, банки, & C.», выданного 1874-05-05
- ^ Диана Twede и Susan EM Selke (2005). Картонные коробки, ящики и гофрокартон: справочник по технологии упаковки из бумаги и дерева . Публикации DEStech. С. 41–42, 55–56. ISBN 978-1-932078-42-8.
- ^ Стерн, РК; Иордания, Калифорния (1973). «Амортизация подушек из гофрированного картона при централизованной нагрузке» . Документ о лабораторных исследованиях лесных товаров, FPL-RP-184 . Проверено 12 декабря 2011 года .
- ^ Фостер, Г. (1997). “Ящики гофрированные”. В Броды, А .; Марш, К. (ред.). Энциклопедия технологии упаковки Wiley (2-е изд.). Нью-Йорк: Джон Вили и сыновья. ISBN 0-471-06397-5.
- ^ Брукс, Брэндон (2 февраля 2012 г.). “Тебе еще нужен сертификат производителя коробки на коробке?” . Блог об упаковке по запросу . Проверено 8 декабря 2013 года .
- ↑ Томпсон, Чад (сентябрь 2000 г.). «Понимание сертификата производителя коробок» . Посылка . Проверено 8 декабря 2013 года .
- ^ Тведе, Диана; Селке, Сьюзан Э.М. (декабрь 2005 г.). Картонные коробки, ящики и гофрированный картон: Справочник по технологии упаковки из бумаги и древесины . DEStech Publications, Inc. стр. 438. ISBN 1932078428. Проверено 8 декабря 2013 года .
- ↑ Дженсен, Тимоти (апрель 1999 г.). «Упаковочные ленты: не перерабатывать» . Совет по клеям и герметикам. Архивировано из оригинала 9 ноября 2007 года . Проверено 6 ноября 2007 года .
- ^ «Стандарты вторичной переработки клея» . Институт производителей этикеток и этикеток. 2007. Архивировано из оригинала 9 ноября 2007 года . Проверено 6 ноября 2007 года .
- ^ «Добровольный стандарт на размалывание и переработку гофрированного картона» . Альянс гофроупаковки. 2005. Архивировано из оригинального 3 декабря 2007 года . Проверено 6 ноября 2007 года .